Il software TraBli è un sistema basato su sistema operativo GNU/Linux, interfaccia GTK e scripting Lua. Gestisce la tranciatura delle barre della linea automatica di produzione elementi lineari blindosbarra sviluppata dalla Elmont. Internamente vengono eseguiti tre processi distinti:
- hal, hardware abstraction layer: l'interfaccia con l'hardware (CANopen) eseguito ad alta priorità;
- ui, l'interfaccia utente e la gestione dati, eseguito a bassa priorità;
- cycle, che richiama ciclicamente il programma macchina, eseguito ad altissima priorità (real-time).
Per ottenere le prestazioni migliori possibili, tutti e tre i processi sono stati sviluppati in C e l'interscambio di dati avviene tramite memoria condivisa.
La macchina può funzionare in tre modalità mutualmente esclusive.
- Modalità automatica
Tipi di elementi, misure nominali e quantità da produrre vengono prelevate da un file CSV preventivamente salvato in una specifica directory condivisa: l'operatore deve solo impostare alcuni dati essenziali (e.g. larghezza barra e punto di prelievo) e avviare il ciclo di produzione.
- Modalità semiautomatica
L'operatore deve selezionare il tipo di elemento e la misura nominale, abilitare le barre che devono essere prodotte e impostare la ripetizione della serie prima di avviare il ciclo.
- Modalità manuale
L'operatore imposta direttamente quali sono le misure da tagliare (una serie di massimo 5 misure differenti) ed il numero di ripetizioni della serie.
Le modalità funzionano in cascata, ossia se si compila in modalità automatica, i dati della semiautomatica e della manuale si aggiorneranno di conseguenza. Analogamente se si compila in modalità semiautomatica, i dati della manuale si aggiorneranno per rispecchiare i parametri immessi. Ciò consente, fra l'altro, di ispezionare le reali lunghezze prodotte (sempre visualizzate in modalità manuale) prima di avviare il ciclo.
Parametri di taglio (ritiri e tipo elementi) e l'elenco delle misure effettuate saranno registrati su database MariaDB. È possibile installare il front end web PhpMyAdmin per consentire l'ispezione dei risultati da remoto (per esempio da parte dell'ufficio tecnico) senza interrompere il ciclo macchina.
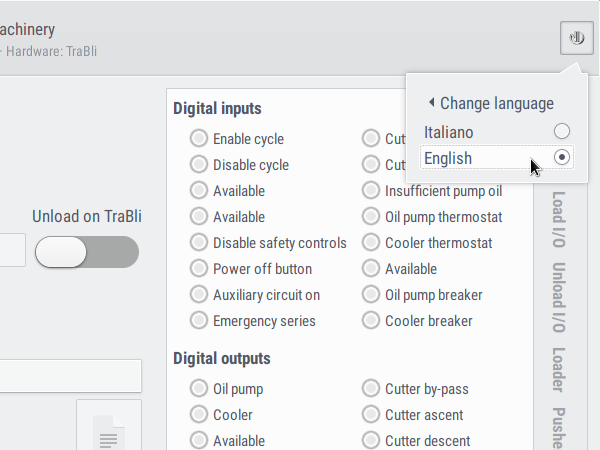
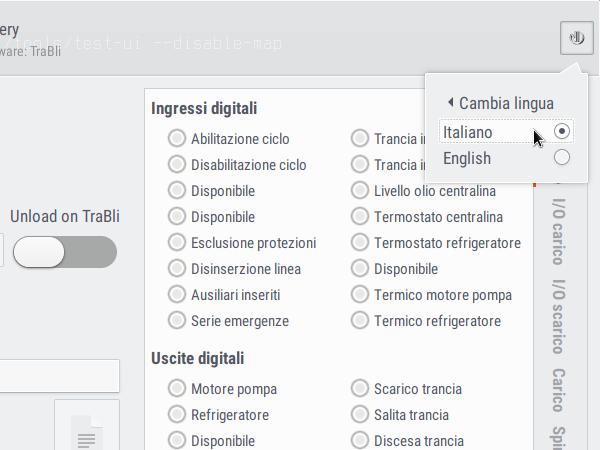
L'interfaccia utente è stata tradotta facendo leva su gettext, lo standard di fatto nel mondo opensource per l'internazionalizzazione e la localizzazione. Nuove lingue possono essere agevolmente aggiunte senza dover necessariamente ricompilare il programma originale. Sono supportati alfabeti non occidentali e con direzione di scrittura da destra o bustrofedica.
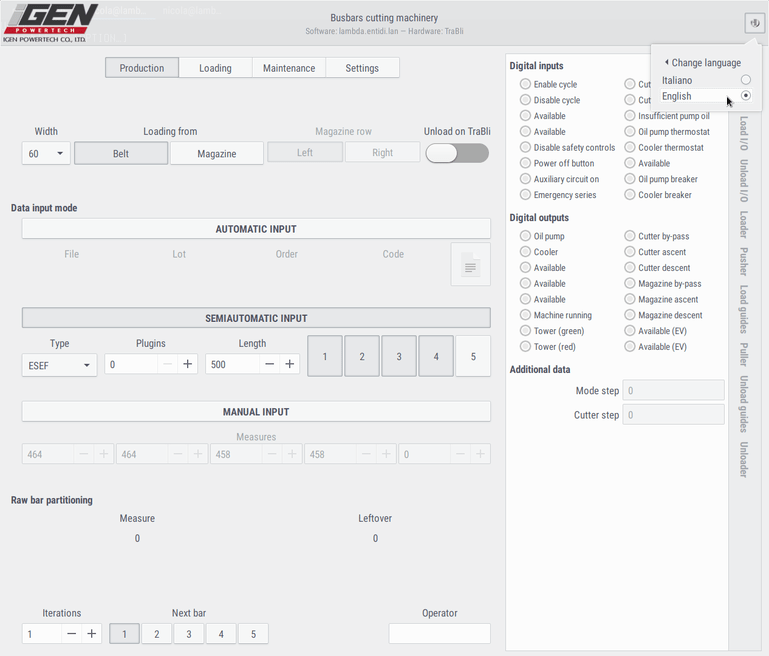
La pagina principale Production consente la selezione della modalità d'uso (automatica, semiautomatica o manuale) e l'impostazione dei dati fondamentali per il ciclo di produzione. La selezione di una modalità consentirà l'inserimento dei dati nei parametri specifici per quella modalità disabilitando quelli delle altre.
Nella parte inferiore sarà visualizzata la modalità di partizionamento. In sostanza ogni volta che verrà misurata una barra grezza (lunga tipicamente più di 3 metri), il programma calcolerà al volo il tipo di ciclo da applicare per ottimizzare il taglio tenendo conto delle misure richieste, della larghezza sfrido e della rimanenza (che deve comunque essere espulsa dal piano di lavoro). I dati di partizionamento saranno visualizzati in tempo reale.
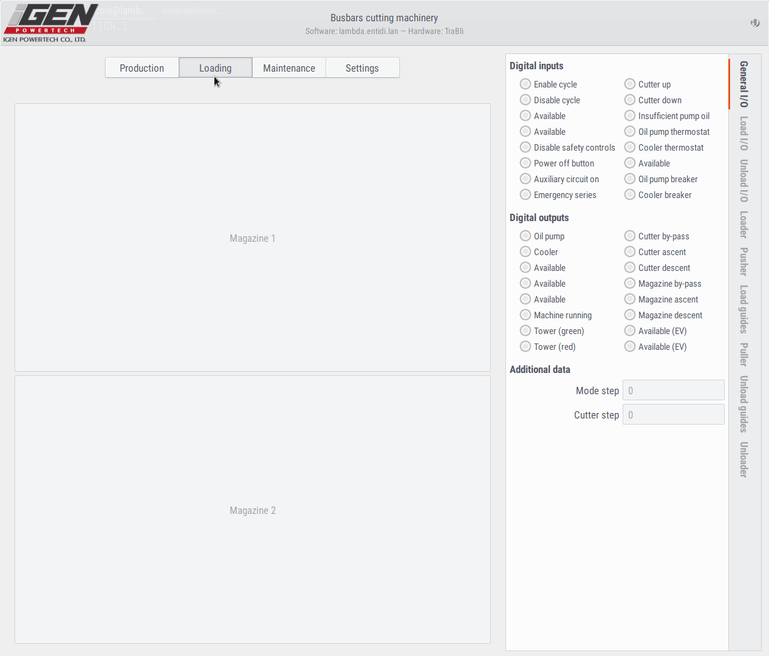
Per evitare di continuare a dover caricare le barre mentre la macchina è in produzione, è possibile spezzare il ciclo in due parti: carico barre in magazzino e produzione.
Premendo il pulsante di avvio ciclo quando si è nella pagina Loading consente di caricare le barre nel magazzino. Ovviamente si dovrà ricordare di impostare il prelievo dal magazzino nella pagina Production.
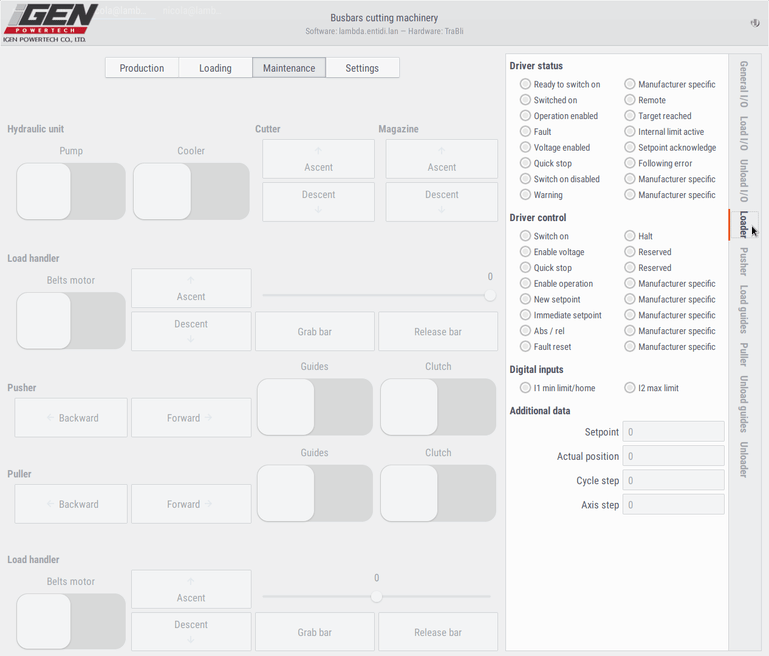
Oltre alle pagine di debug, sempre presenti alla destra dello schermo per una facile manutenzione in tempo reale, è presente la pagina di Maintenance che consente di forzare alcuni comandi.
Qui è possibile, rispettando alcuni vincoli imposti dalla sicurezza, movimentare i carri di carico e scarico, alzare abbassare e azionare le ventose di presa barre, spostare gli spintori, accendere la centralina per alzare e abbassare il magazzino o per azionare la pressa di tranciatura. La pagina è pensata per operazioni di manutenzione ordinaria o per ripristinare le condizioni originali ogni qualvolta un evento imprevisto interrompa il ciclo in condizioni anomale.
I cicli macchina sono mutualmente esclusivi: non si può essere in manuale ed in automatico nello stesso tempo. Per questo motivo, passare ad un ciclo all'altro richiede l'uscita dal ciclo corrente.
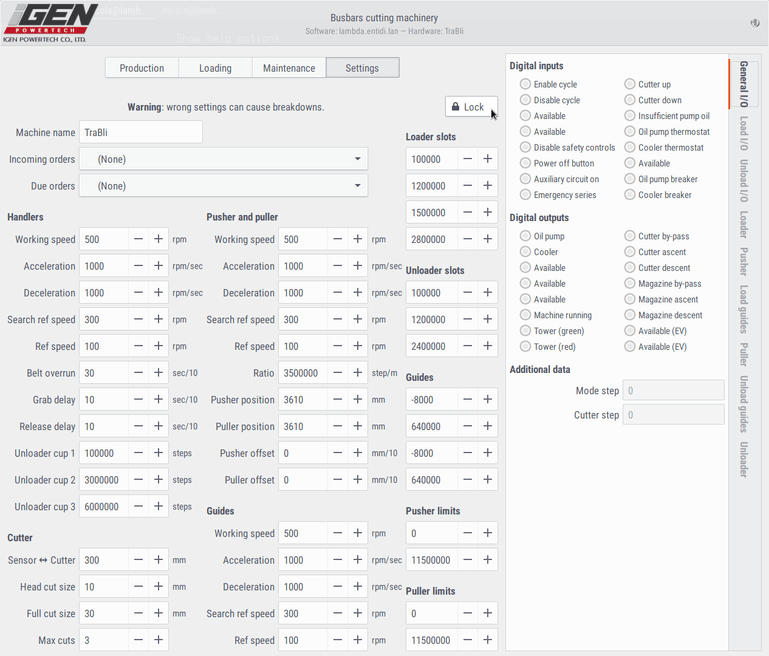
La pagina Settings è stata progettata per operazioni speciali di manutenzione straordinaria, come la sostituzione di un trasduttore o il cambio di un attuatore pneumatico con specifiche diverse. La modifica sconsiderata di questi parametri può rendere la macchina inutilizzabile per cui l'accesso ai dati è stato protetto da password.